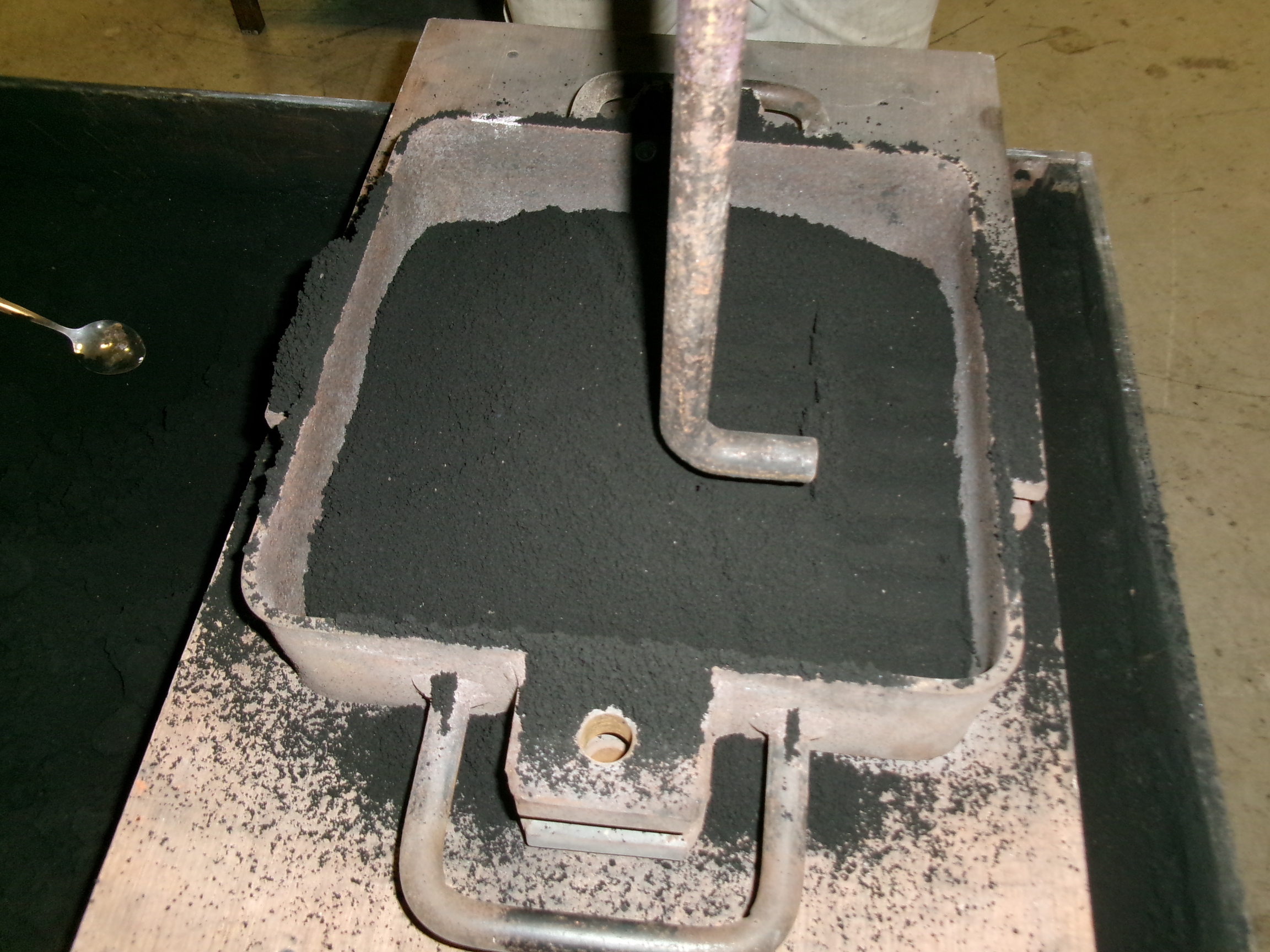
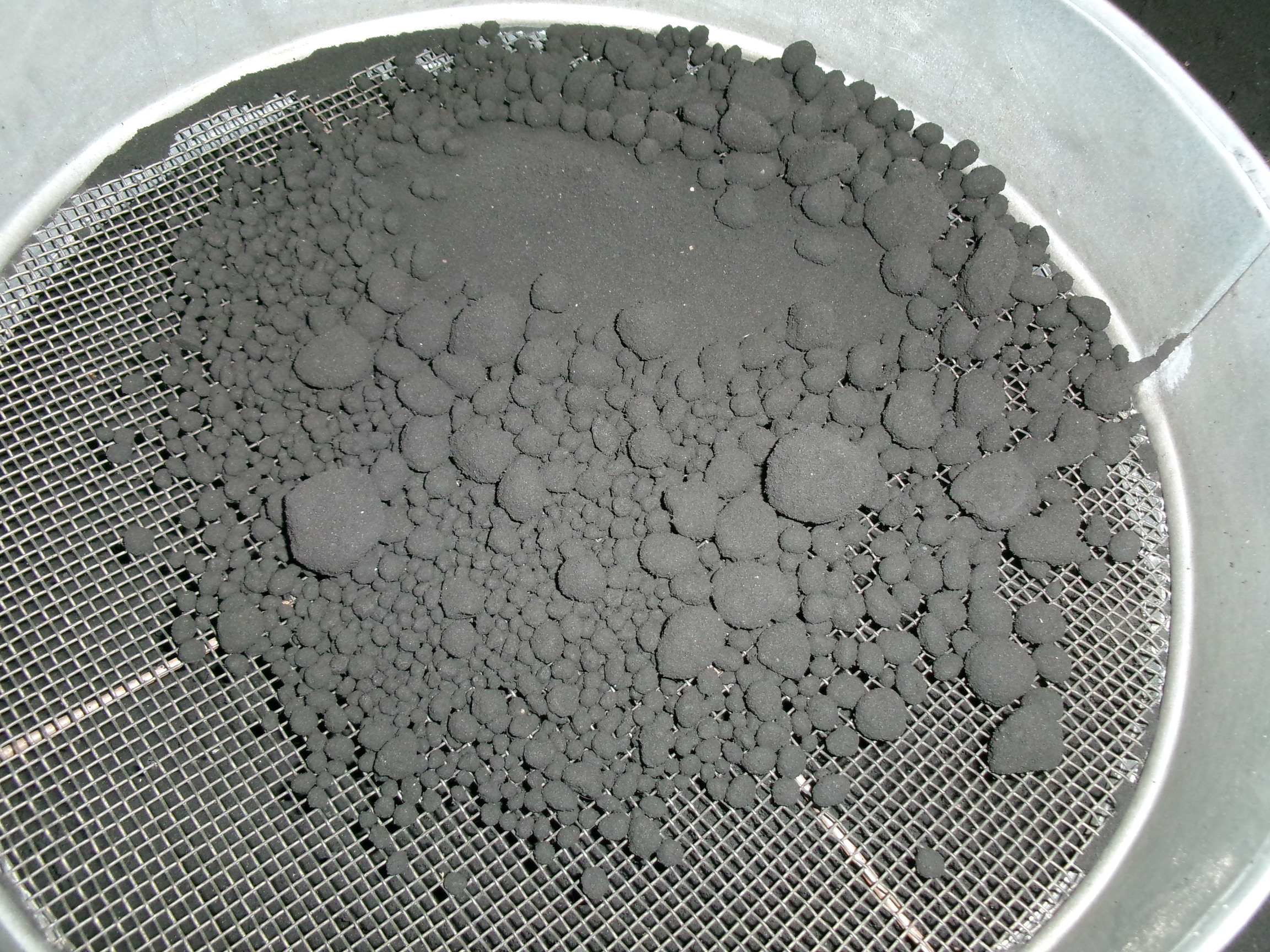
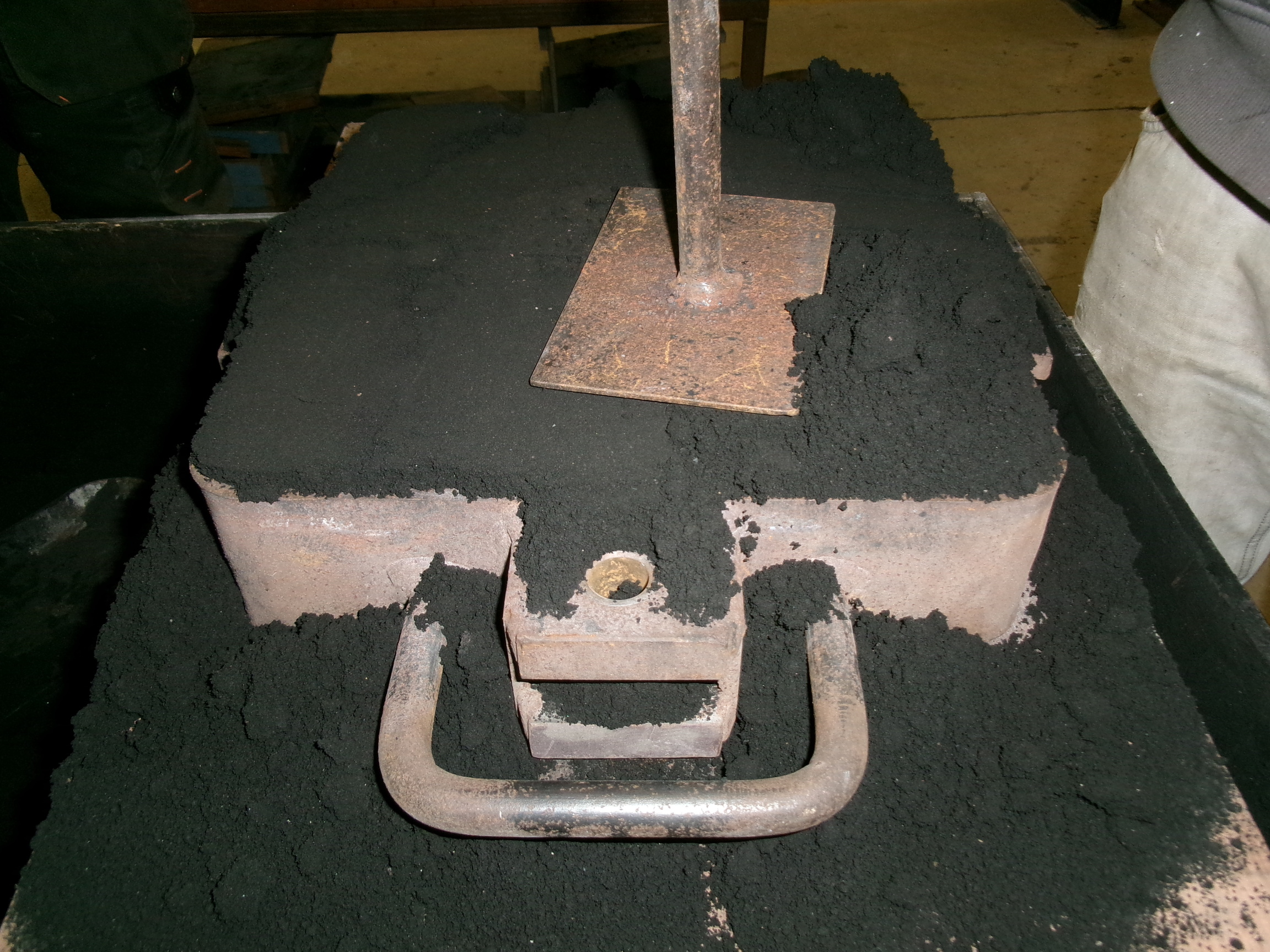
A day spent sand-casting keys (my own, and keys lent to me in Manorhamilton) at the Leitrim Sculpture Centre during an exhibition residency.
description.txt































































A day spent sand-casting keys (my own, and keys lent to me in Manorhamilton) at the Leitrim Sculpture Centre during an exhibition residency.
description.txt